7X24小时服务热线:
联系人:钟先生
邮 箱:121740864@qq.com
电 话:138-1293-0229
地 址:常熟长宏路汇融星程产业园

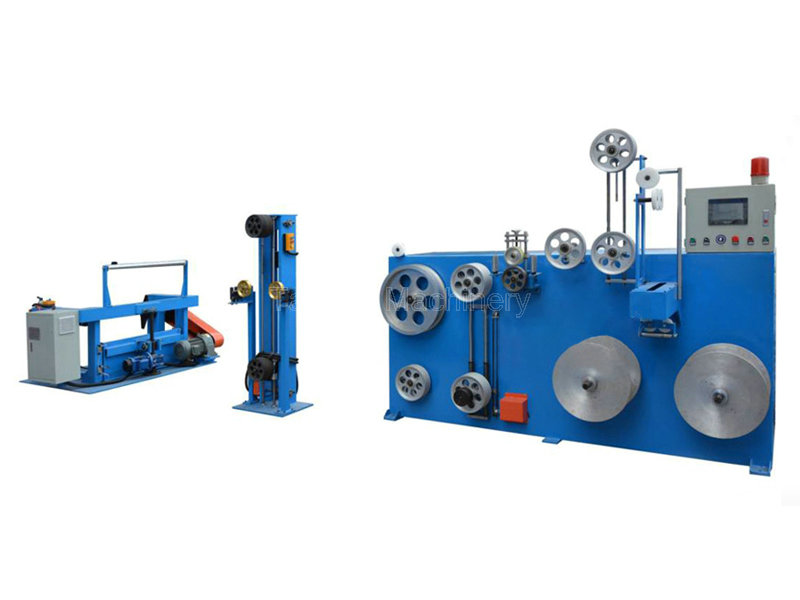
一、设备用途:
1.该生产线使用不同的模具可以生产铁路信号电缆、柔性防火电缆、中压电缆、高铁铜合金贯通地线等电缆的金属护套。将清洁干净的铜带(铝带或不锈钢带)精确切边后,通过焊接成型专用模具纵包成型,在惰性气体保护下进行连续对接纵缝焊接,经拉伸定径和轧纹而成产品。
2.NG/A-BTLY隔离型矿物绝缘防火电缆的铝金属护套焊接。
3.YTTW柔性防火电缆的铜管焊接轧纹。
二、工艺流程:
缆芯放线→缆芯导向→缆芯张力控制→金属带放带→金属带接带→金属带精切→废边收卷→精密纵包成形→氩弧纵缝对接焊→冷却润滑→拉伸定径→负压吹干→牵引→轧纹→喷字→收线张力控制→成盘收排线。
三、技术参数:
1.焊接外径:φ8~φ60mm
2.焊接金属带材料:铜、铝、不锈钢
3.焊接金属带厚度:
a铜带:0.3~1.2mm
b.铝带:0.3~2.0mm
c.不锈钢带:0.2~0.5mm
4.焊接金属带宽度:20~200mm
5.焊接速度:0.5~20m/min(连续可调):连续焊接长度
a.厚度0.4mm铜带:7.0~9.0 m/min:2.0km
b.厚度0.5mm铜带:5.0~8.0 m/min:1.5km
c.厚度0.8mm铜带:3.0~6.0 m/min:1.0km
d.厚度1.2mm铝带:20.0 m/min:4.0km
6.牵引速度:0.5~20m/min
7.焊接方式:直流氩弧焊、高频引弧
8.焊接电流:5-405A连续可调,24小时连续工作电流300A
9.轧纹方式:偏芯式轧纹
10.轧纹节距:3.5~20.0mm(在线可调)
11.轧纹深度:0.5~4.0mm(在线可调)放线盘规格:PN1250~PN2500
12.收线盘规格:PN1250~PN2500
13.放带机电机功率:2.2kw
14.废边收卷电机功率:0.37kw×2台
15.牵引机电机功率:11kw(交流变频调速)
16.轧纹机电机功率:11kw(交流变频调速)
17.轧纹机最高转速:3000r/min
18.装机总容量:70KVA
19.生产线方向:面对主机正面,左放线,右收线(右手机)
20.设备颜色:依客户要求。
服务热线